
Produkte
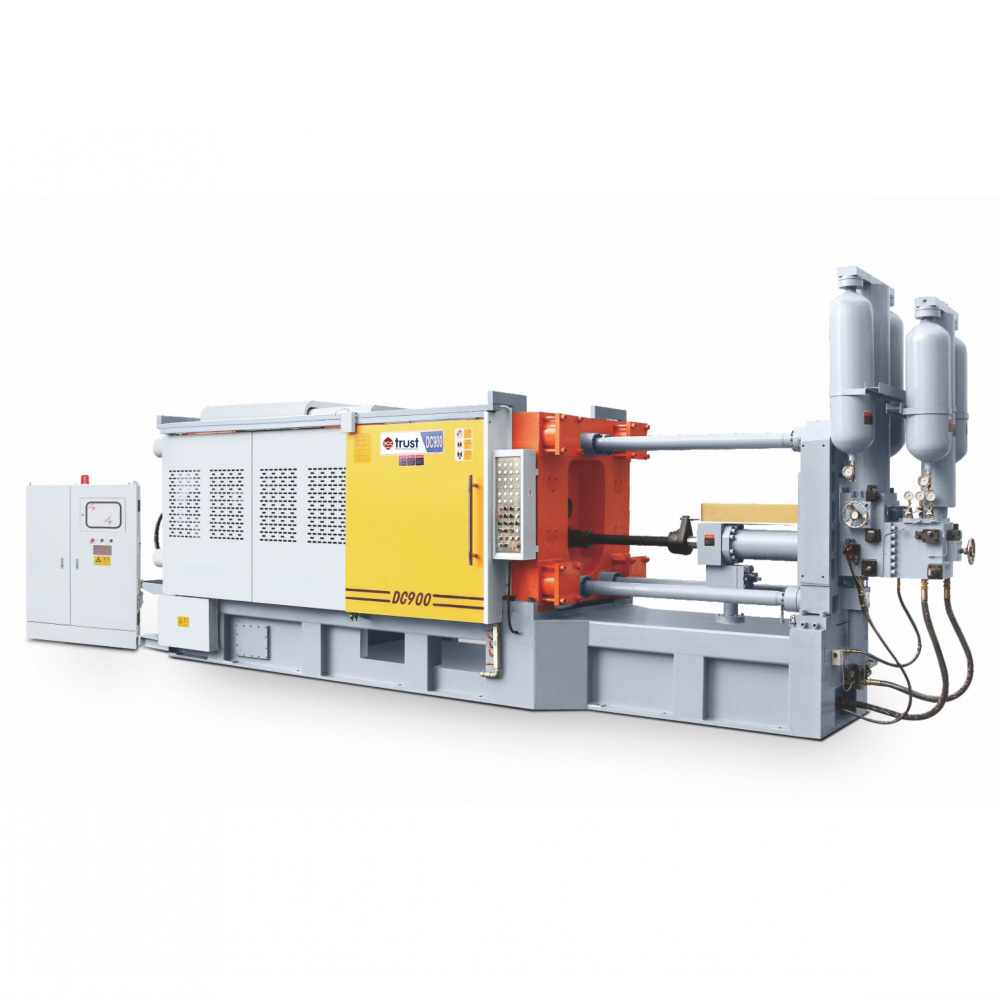
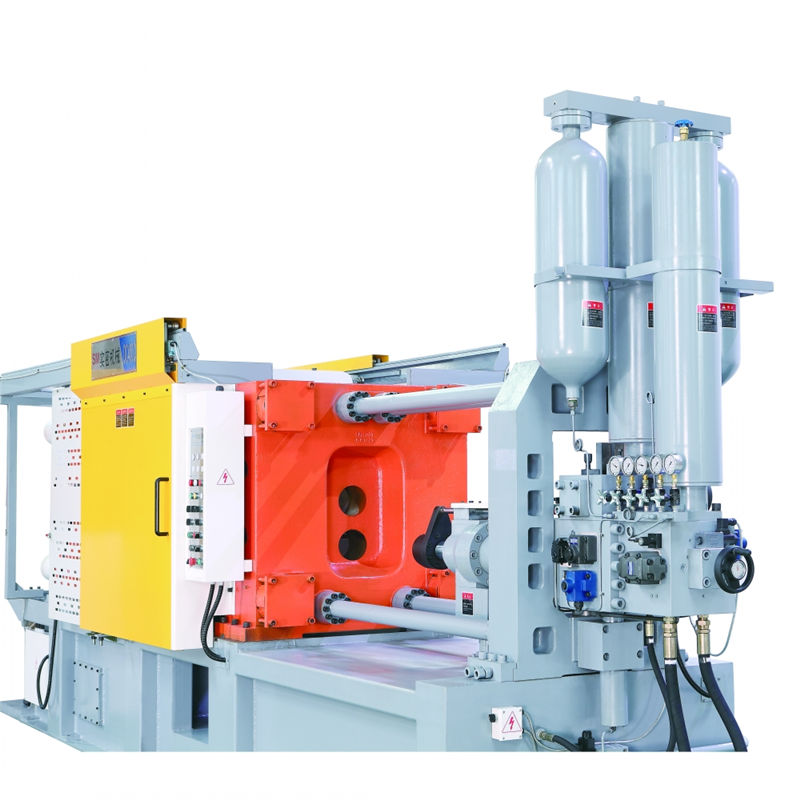




2500 Tonnen Präzisions-Hochdruck-Aluminiumlegierungs-Kaltkammer-Druckgussmaschine
Merkmale
1. Das Formplattenmaterial besteht aus Sphäroguss und speziellem Legierungsmaterial. mit guter Duktilität und kann die Stoßkraft der Einspritzung besser absorbieren; Hohe Oberflächenhärte, reduziert effektiv die Extrusions- und Schlagspuren. Die Schalung hat ein verdicktes Design, um sicherzustellen, dass die Schalungsoberfläche während des Langzeiteinsatzes nicht leicht durchhängt und bricht.
2. Die bewegliche Formaufspannplatte nimmt die Rippenplattenkonstruktionskonstruktion an, die nicht nur die Festigkeit der Mittelplatte gegenüber der Konstruktion erhöht, sondern auch eine Reihe von Problemen löst, die in der in der Industrie üblicherweise verwendeten hängenden Fingerhutkonstruktion bestehen.
3. Alle beweglichen Gelenke der Maschine müssen mit einer Buchse aus legiertem Stahl versehen sein, und bei der Kaltaufladung mit flüssigem Stickstoff muss der Gelenkdruck gleichmäßig sein, um die Lebensdauer der Maschine effektiv zu verlängern.
4. Gemäß dem Konstruktionsstandard der importierten Maschine wird für das Gewinde der Zugstange eine Mittelfrequenzbearbeitung verwendet, die die Härte und Verschleißfestigkeit des Gewindepaares verbessert und die üblichen Probleme der Formanpassung und der Gewindebelastung in der Industrie löst .
5. Die Maschinenunterseite nimmt integrale I-förmige Stahlkonstruktion an und fügt Stahlträgerstützkonstruktion hinzu. In Kombination mit dem Wärmebehandlungsprozess hat es eine bessere Steifigkeit und ist nicht leicht zu verformen, wodurch die Genauigkeit des Langzeiteinsatzes der Maschine effektiv erhalten bleibt.
6. Das spezielle Legierungsmaterial und der Wärmebehandlungsprozess werden für die Zugstange verwendet, und das vertikale und horizontale Zwei-Wege-Spannungsabbausystem wird hinzugefügt, um die stabile Spannkraft der gesamten Maschine zu gewährleisten und die Lebensdauer der Zugstange zu verlängern. Bar.
7. Hochleistungs-Einspritzsystem mit aktiver Einspritz- und Direktdruckstruktur, ausgestattet mit einem Hochleistungs-Energiespeichersystem, optimiert den Ölkreislauf des Einspritzsystems, reduziert den Verlust bei der Energieübertragung, die Einspritzbeschleunigung erreicht 60 g und verbessert die Stabilität und Wiederholbarkeit wichtiger Parameter erheblich. Darüber hinaus ist das Injektionssystem mit einer automatischen Energiespeicherfunktion, einer automatischen Berechnungs- und Anpassungsfunktion des Energiespeicherdrucks, einer Alarmfunktion für Druckausfall, einer Alarmfunktion für Stickstofflecks, einer automatischen Entladefunktion usw. ausgestattet.
8. Einstellmechanismus für die Öffnung des Kartuschenventils, ein selbst entwickelter Einstellmechanismus für die Öffnung des Kartuschenventils, löste die technischen Probleme der Anpassungsschwierigkeiten in der Industrie.
9. Das Erscheinungsbild, das vom weltweit führenden Industriedesign-Team geleitet wird, hat für fast 2000 Kunden auf der ganzen Welt innovatives Design mit großartigem und praktischem Erscheinungsbild bereitgestellt.
Höhepunkte

SPS Kontrollsystem
Die SPS verwendet einen Omron / Siemens-Farbdisplay-Touchscreen und eine Betriebssteuerung der künstlichen Intelligenz.

Injektionssystem
Das durchdachte Einspritzsteuerungssystem mit einstellbaren Parametern eignet sich für die Herstellung verschiedener hochpräziser Produkte.

Hydraulisches Steuersystem
Doppelproportionaler Ölkreislauf, Druck und Geschwindigkeit können automatisch eingestellt werden.

Spannsystem
Das hochfeste Kniehebelkonstruktionsdesign sorgt für eine stabilere und langlebigere Maschinenbasis. Die Dicke und der Kniehebel werden verstärkt, und die Führungshülse der Mittelplatte wird um 30% verlängert, was die hohe Stabilität und Ausgewogenheit des Formplattenbetriebs gewährleistet.

Schmiersystem
Zentrales automatisches Schmiersystem, Timing-Schmierknebel, verbessern die mechanische Lebensdauer und reduzieren den Wartungsaufwand.

Auswurfsystem
Hochfeste mechanische Struktur, doppelter Auswerferzylinder (≥300Ton).

Unterbrechen Sie das Design des Ölkreislaufs, um den stabilen Betrieb des Hydrauliksystems zu gewährleisten.

Allgemeine Technik


Servomotor-Energiesparsystem / Ölkühlsystem (Option)
1. Hohe Effizienz und hervorragende Energieeinsparung
Die Druckgussmaschine passt den Fließdruck automatisch anhand der Computereinstellung an. Der Gesamtenergiespareffekt kann 45%~75% erreichen.
2. Geräuscharm
Geräusch während des normalen Betriebs weniger als 65 dB, um einen leisen Betrieb zu erreichen und die Arbeitsumgebung zu verbessern.
3. Hochgeschwindigkeitsreaktion
Die dynamische Reaktionszeit des gesamten Systems beträgt weniger als 50 ms, und die Produktionseffizienz wird gegenüber herkömmlichen Modellen um 5 bis 7 % gesteigert.
4. Hochpräzise Steuerung
Die PID-Einstellung des Systemdurchflusses und -drucks durch den ölgekühlten Servotreiber sorgt dafür, dass die Wiederholgenauigkeit des gesamten Ölsystems innerhalb von 0,3% kontrolliert wird, um die Produktqualität zu gewährleisten.
5. Erhöhung der Lebensdauer
Der doppelt geschlossene Fließdruckkreislauf sorgt dafür, dass die Maschine gleichmäßig und mit hoher Wiederholgenauigkeit läuft, was den Schlag stark reduziert, den Verschleiß verschiedener Komponenten entlastet und die Lebensdauer verlängert.

Echtzeit-Injektionssteuerungssystem mit geschlossenem Regelkreis (Option)
Injektion mit Echtzeit-Anpassung wichtiger Parameter für höchste Prozessstabilität und Präzision.
1. Konstante Beschleunigung der 1. Phasengeschwindigkeit
Optimierte 1. Phase zur Minimierung oder Vermeidung von Lufteinschlüssen beim Vorfüllen.
2. Präziser und schneller Wechsel in die Schnellfüllphase
Präzises Umschalten auf schnelles Füllen, um den idealen Injektionsprozess zu erreichen.
3. Schnelles und präzises Umschalten in die Intensivierungsphase
Schnelles und präzises Auslösen der Intensivierungsphase, um eine schnelle Druckaufbauzeit zu ermöglichen.
4. Geschwindigkeitsbremse am Ende der Hohlraumfüllung
Das Bremsen beim Hochgeschwindigkeitsspritzen reduziert nicht nur die Gratbildung, sondern erhöht auch die Lebensdauer der Form.
| DC2500 Kaltkammer Druckgussmaschine Spezifikationsliste | |||
| Artikel | Einheit | DC2500 | |
| Spanneinheit | Spannkraft | KN | 25000 |
| Spannhub | mm | 1500 | |
| Abstand zwischen Holmen (HxV) | mm | 1500×1500 | |
| Plattengröße (HxV) | mm | 2350×2350 | |
| Spurstangendurchmesser | mm | 310 | |
| Formdicke | mm | 700-1800 | |
| Auswurfkraft | KN | 750 | |
| Auswurfhub | mm | 300 | |
| Injektionseinheit | Einspritzkraft | KN | 1800 |
| Einspritzhub | mm | 1100 | |
| Injektionsposition | mm | -200.-400 | |
| Kolbendurchmesser | mm | 140-180 | |
| Injektionsgewicht (AL) | Kg | 30-55 | |
| Einspritzgewicht (MG) | Kg | 21,6-39,6 | |
| Gießdruck (unter Druck) | Mpa | 115-70 | |
| Gießbereich | CM2 | 2150-3500 | |
| max. Gießbereich (40MPa) | CM2 | 6250 | |
| Kolbendurchdringung | mm | 450 | |
| Hülsenflanschdurchmesser | mm | 280 | |
| Überstandshöhe des Hülsenflansches | mm | 30 | |
| Andere | Systemdruck | MPa | 16 |
| Motorleistung | KW | 135 | |
| Fassungsvermögen des Öltanks | L | 3000 | |
| Maschinengewicht | Tonne | 165 | |
| Maschinenabmessung (L×B×H) | mm | 14000x4600x4500 | |
| DC-SERIE KALTKAMMER-DRUCKGUSSMASCHINE STANDARD- UND SONDERAUSSTATTUNG | |||||||||||||||
| Konfigurationselement | DC180 | DC238 | DC300 | DC350 | DC380 | DC400 | | DC550 | DC700 | DC900 | DC1000 | DC1300 | DC1650 | DC2000 | DC2500 | DC3000 |
| Spanneinheit | |||||||||||||||
| Doppelte proportionale Steuerung des Öffnens und Schließens der Form | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Näherungsschaltersteuerung des Öffnungshubs | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Hubgebersteuerung des offenen Hubs | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Schnelles Schließen der Form | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Manuelle Werkzeugeinstellung | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Automatische Werkzeuganpassung | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Injektionseinheit | |||||||||||||||
| 2. Einspritzung + intensive Handradverstellung | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Elektrische proportionale Verstellsteuerung | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Steuerhub des Näherungsschalters | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Intensive Aktivierungsposition & Druckkontrolle | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Auswerfer- und Kernzieheinheit | |||||||||||||||
| Auswurfhub der Promixity-Schaltersteuerung | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Eyeliner mit Einzelauswurf | ● | ● | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Eyeliner mit doppeltem Auswurf | - | - | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Kernzieher-1 Satz auf beweglicher Aufspannplatte | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Kernzieher-2 Sätze auf beweglicher Aufspannplatte | - | - | - | - | - | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Kernzieher-1 Satz auf fester Aufspannplatte | Ο | Ο | Ο | Ο | Ο | Ο | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Kernzieher-2 Sätze auf fester Platte | - | - | - | - | - | - | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Elektrische Einheit | |||||||||||||||
| Omron-SPS / Siemens-SPS | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| 7 Zoll hochauflösender Touchscreen | ● | ● | ● | ● | ● | ● | ● | ● | ● | Ο | Ο | Ο | Ο | Ο | Ο |
| 10 Zoll hochauflösender Touchscreen | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | ● | ● | ● | ● | ● | ● |
| Andere | |||||||||||||||
| Alarmgerät | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● |
| Kolbenschmiereinheit | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο | Ο |
| Anmerkungen: 1. ● Standard Ο Option - Nicht zutreffend 2.Wir behalten uns das Recht vor, Produktverbesserungen oder Spezifikationsänderungen ohne vorherige Ankündigung vorzunehmen. |
|||||||||||||||
| Kaltkammer-Druckgussmaschinen der DC-Serie werden in der Automobilindustrie, Motorradindustrie, Kommunikationsindustrie, Küchenkochgeschirr, Straßenlampenindustrie usw. Die wichtigsten verwendeten Rohstoffe sind Aluminiumlegierungen, Kupferlegierungen und Magnesiumlegierungen. Im Folgenden finden Sie unsere aktuellen Kundenfälle und Produkte. | |||
 |
 |
 |
 |
| Druckgussteile für die Automobilindustrie | |||
 |
 |
 |
 |
| Teile der Motorabdeckung | |||
 |
 |
 |
 |
| LED-Lampenabdeckung | Beleuchtungsindustrie | ||
 |
 |
 |
 |
| Hardware-Produkte | Topf- und Pfannenteile | ||